
- Khách hàng: Nhà máy bao bì bạt nhựa Tú Phương.
- Địa chỉ: khu công nghiệp vừa và nhỏ Phú Thị – Gia Lâm – Hà Nội.
- Sản phẩm chính: bạt nhựa.
- Dịch vụ cung cấp: Giải pháp giám sát, quản lý năng lượng theo tiêu chuẩn ISO 50001.
Chúng tôi xin tóm tắt kết quả chính từ Báo cáo Quản lý Năng lượng gần nhất nhằm nâng cao hiệu quả và tiết kiệm chi phí vận hành.
Quản lý năng lượng – Phân xưởng 1
1. Xác định SEU ở cấp độ nhà máy.
1.1 Xác định tiêu thụ các nguồn đầu vào
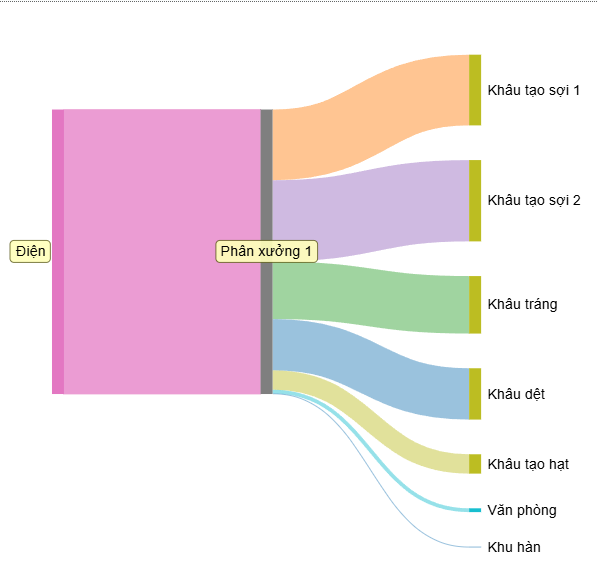
Đồ thị dòng năng lượng
- Nguồn năng lượng tiêu thụ là điện.
- Nguồn điện được phân bố qua trạm biến áp qua tủ điện trung tâm xưởng 1 và được chia đến từng khâu là khâu tạo sợi 2, khâ tạo sợi 1, khâu dệt, khâu tráng, khâu tạo hạt và các khâu khác. Từ đây điện được chia ra cho các nhóm tải.
- Dựa trên biều đồ trên ta có thể thấy điện năng tiêu thụ lớn nhất là khâu tạo sợi 2 với năng lượng điện tiêu thụ chiếm 28.57% năng lượng tiêu thụ toàn bộ phân xưởng 1.
- Tiếp theo là 4 khâu bao gồm tạo sợi 1, khâu dệt, khâu tráng, khâu tạo hạt chiếm khoảng 69,8% năng lượng tiệu thụ toàn phân xưởng.
- Từ sơ đồ dòng năng lượng này ta có thể thấy được mức độ năng lượng tiêu thụ của từng khâu trong phân xưởng 1 của nhà máy góp phần thu hẹp, khoanh vùng những khâu có năng lượng tiêu thụ trọng điểm của phân xưởng 1.
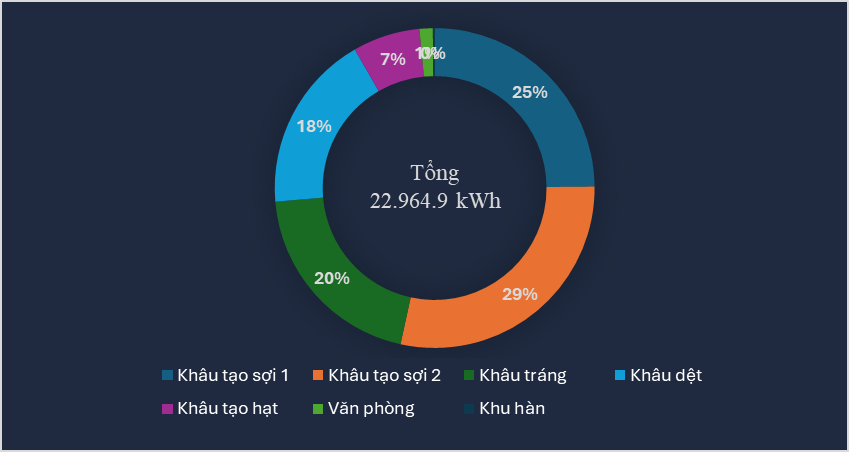
Tỷ trong tiêu thụ năng lượng
Biểu đồ cho thấy trên 98% tổng năng lượng tiêu thụ của nhà máy được sử dụng cho hoạt động sản xuất của nhà máy từ đấy cho thấy được các điểm cần giám sát năng lượng trọng yếu của nhà máy.
1.2 Xác định các tải tiêu thụ đáng kể (SEU)
SEU là khu vực/thiết bị tiêu thụ năng lượng lớn hoặc khu vực/thiết bị sử dụng có tiềm năng tốt để cải thiện hiệu quả sử dụng năng lượng
Dựa vào thông tin giám sát, khảo sát và báo cáo kiểm toán năng lượng, tiến hành xây dựng SEU cho toàn nhà máy:
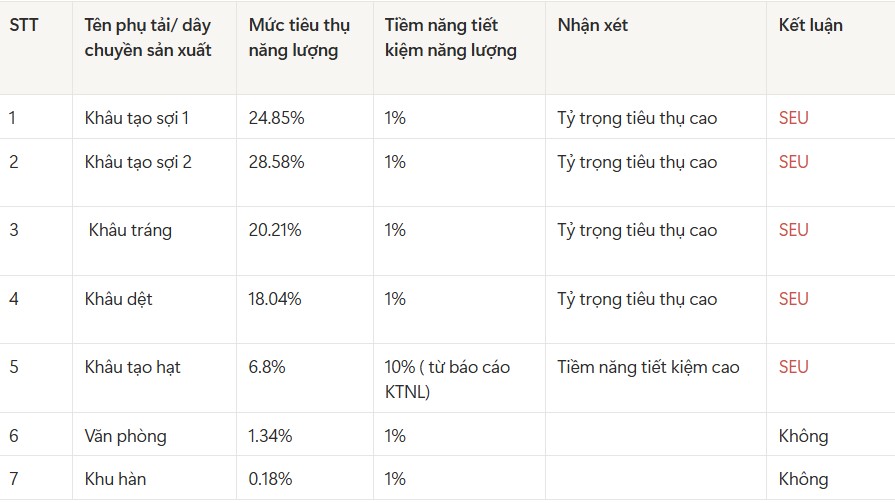
Qua đó ta có thể thấy khâu tạo sợi 1, khâu tạo sợi 2, khâu tráng, khâu dệt, khâu tạo hạt được xác định là một SEU, cần được ưu tiên giám sát, kiểm soát và cải tiến trong chương trình quản lý năng lượng theo tiêu chuẩn ISO 50001.
2. Đánh giá biến phụ thuộc
2.1 Sản phẩm: bạt nhựa
2.1.1 Toàn nhà máy
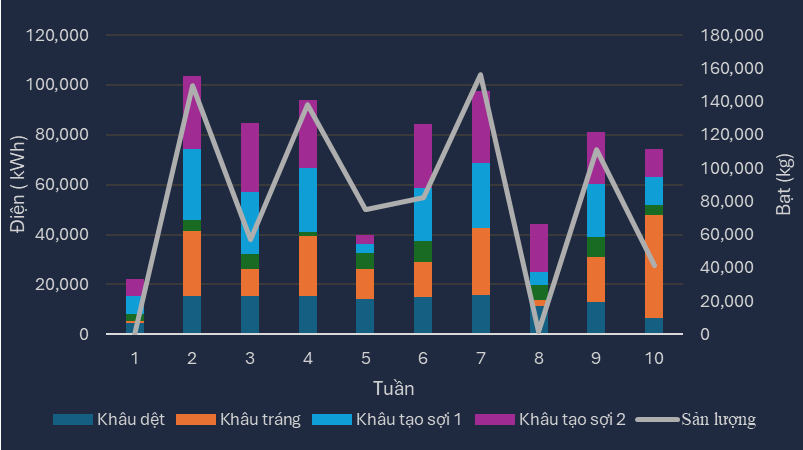
Đồ thi năng lượng tiêu thụ và sản lượng của toàn nhà máy
- Điện năng tiêu thụ (cột) và Sản lượng (đường) tỉ lệ thuận với nhau. Khi sản xuất nhiều, điện năng tăng tương ứng, cho thấy quy trình vận hành cơ bản là hợp lý.
- Riêng tuần thứ 8 sản lượng rớt xuống 0 kg nhưng nhà máy vẫn tiêu thụ khoảng 43.000 kWh điện. Cần kiểm tra xem có phải máy chạy không tải hoặc quên tắt thiết bị khi dừng chuyền hay không.
- Các tuần cao điểm (Tuần 2, 7) có hiệu suất sử dụng điện tốt nhất. Tuần thấp điểm (Tuần 5) hiệu suất kém hơn.
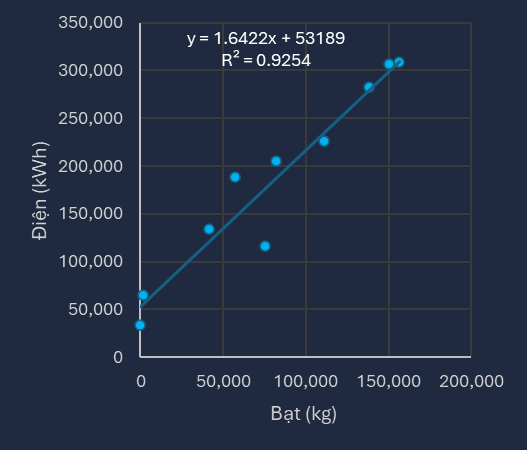
Đồ thị biến phụ thuộc và đường hồi quy của toàn nhà máy
- Biến phụ thuộc chính là tổng tiêu thụ điện của Khu vực sử dụng năng lượng trọng điểm (SEU). Chỉ số R2 = 0.9254 là tương đối tốt, đủ điều kiện để so sánh và chuẩn hóa dữ liệu. Đây là mức tương quan tương đối cao khẳng định năng lượng tiêu thụ hoàn toàn phụ thuộc vào sản lượng, không có thất thoát bất thường. Chỉ số này hoàn toàn có thể sử dụng để làm đường cơ sở ENB theo tiêu chuẩn ISO 50001.
2.1.2 Khâu dệt
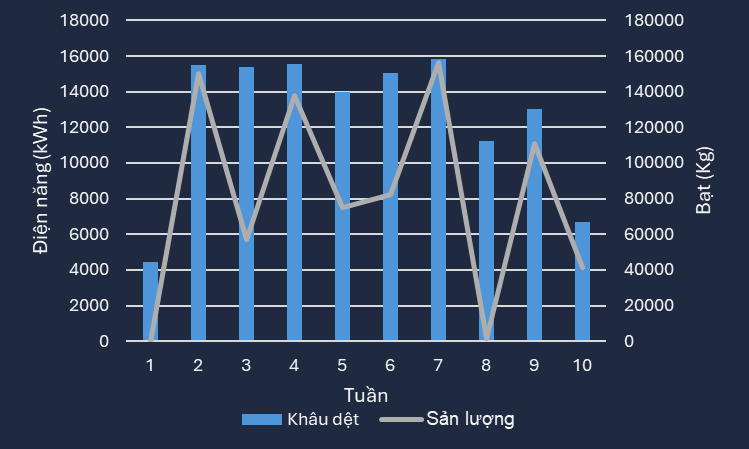
Đồ thị năng lượng tiêu thụ và sản lượng của khâu dệt.
- Có sự không đồng nhất lớn giữa sản lượng và năng lượng tiêu thụ tại nhiều thời điểm.
- Tuần 3 và Tuần 8: Sản lượng sụt giảm rất sâu (gần như bằng 0 ở tuần 8), nhưng cột năng lượng tiêu thụ vẫn ở mức rất cao (trên 15000 kWh ở tuần 3 và khoảng 11000 kWh ở tuần 8).
- Tuần 10: Sản lượng thấp nhưng năng lượng tiêu thụ vẫn duy trì ở mức trung bình.
- Vấn đề quản lý: Điều này cho thấy hệ thống máy móc khâu dệt đang có vấn đề về việc vận hành. Cụ thể, ngay cả khi không có sản phẩm, năng lượng vẫn bị tiêu tốn. Đây có thể là do việc các hệ thống phụ trợ (điều hòa độ ẩm, máy nén khí) chạy lãng phí.
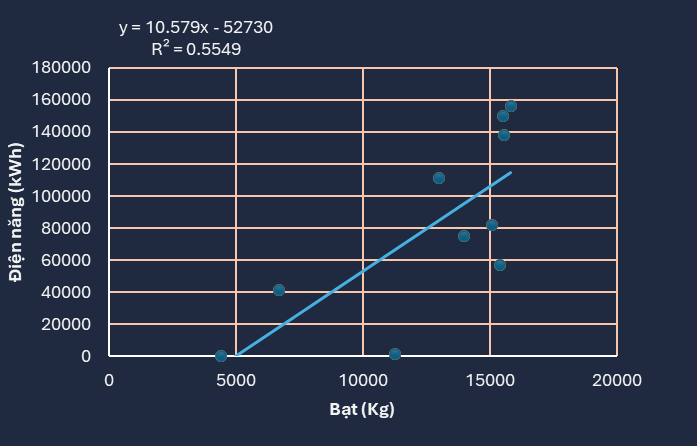
Đồ thị biến phụ thuộc và đường hồi quy của khâu dệt
- Kết quả phân tích hồi quy cho thấy hệ số xác định R2 = 0.5549. Đây là mức tương quan thấp, phản ánh đặc thù tiêu thụ năng lượng của nhà máy không phụ thuộc chặt chẽ vào biến động sản lượng. Cụ thể, biến số sản lượng chỉ giải thích được khoảng 55% sự biến thiên của năng lượng tiêu thụ. Do mức độ tương quan này chưa đảm bảo độ tin cậy cần thiết để thiết lập đường cơ sở năng lượng (EnB), có thể kết luận rằng sản lượng không phải là biến số duy nhất tác động đến nhu cầu điện năng. Cần tiến hành khảo sát và đánh giá thêm các yếu tố ảnh hưởng khác (biến động thời tiết, quy trình vận hành, thiết bị phụ trợ…) để xây dựng mô hình chính xác hơn.
2.1.3 Khâu tráng
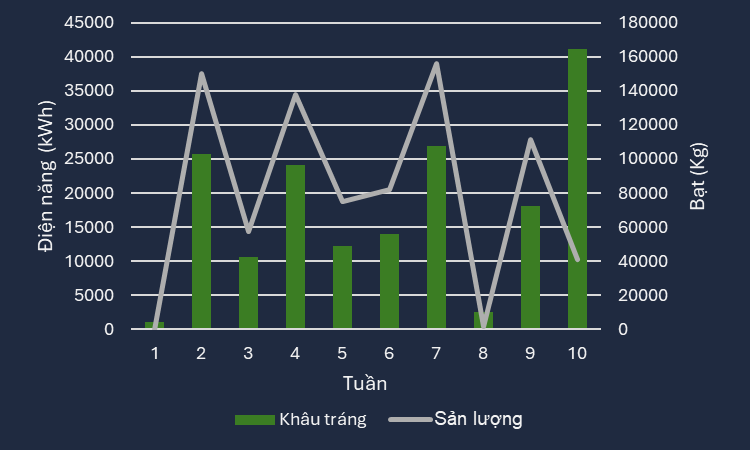
Đồ thị năng lượng tiêu thụ và sản lượng của khâu tráng
- Có sự đồng nhất về sản lượng và năng lượng tiêu thụ.
- Riêng tuần thứ 8 thì sản lượng sụt giảm gần như bằng 0 trong khong vẫn tiêu thụ năng lượng khoảng gần 2500 kWh và tuần thứ 10 sản lượng lại khá thấp sớ năng lượng tiêu thụ để tạo ra sản phẩm lên đến khoảng 40000 kWh.
- Kết luận: Hệ thống chưa giảm tải hiệu quả khi không sản xuất. Năng lượng đang bị tiêu tốn cho việc chạy không tải hoặc các hệ thống phụ trợ (điều hòa, máy nén khí) không được tắt.
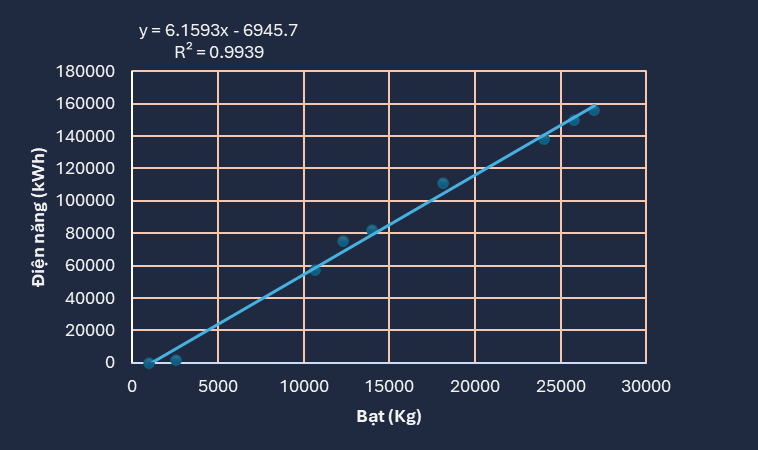
Đồ thị biến phụ thuộc và đường hồi quy của khâu tráng
- Chỉ số R2 = 0.9939. Đây là chỉ số khá tốt trong quản lý năng lượng. Nó khẳng định năng lượng tiêu thụ hoàn toàn phụ thuộc vào sản lượng, không có thất thoát bất thường. Chỉ số này hoàn toàn có thể sử dụng để làm đường cơ sở ENB theo tiêu chuẩn ISO 50001.
2.1.4 Khâu tạo sợi 2
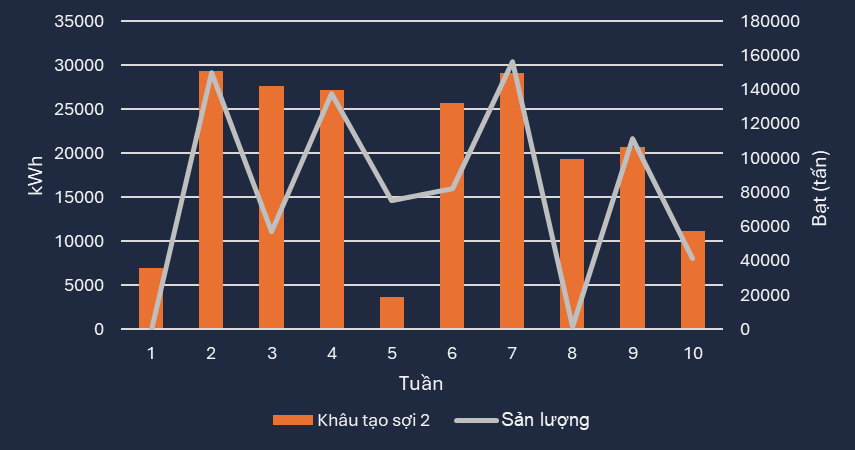
Đồ thị năng lượng tiêu thụ và sản lượng của khâu tạo sợi 2
- Nhìn vào biểu đồ ta thấy nhưng vấn đề như sau tại tuần thứ 1 sản lượng gần như bằng 0 nhưng năng lượng tiêu thụ lại đạt khoảng 6000 kWh.
- Tại tuần thứ 5 sản lượng rất lớn đạt khoảng 80000 kg. Trong khi năng lượng tiêu thụ lại rất thấp chỉ đạt khoảng hơn 4000 kWh.
- Tại tuần thứ 8 thì năng lượng tiêu thụ rất lớn đạt khoảng gần 20000 kWh nhưng sản lượng lại gần như bằng 0.
- Kết luận: Hệ thống không có chế độ dừng máy hoặc giảm tải hiệu quả khi không sản xuất. Năng lượng đang bị tiêu tốn cho việc chạy không tải hoặc các hệ thống phụ trợ (điều hòa, máy nén khí) không được tắt.
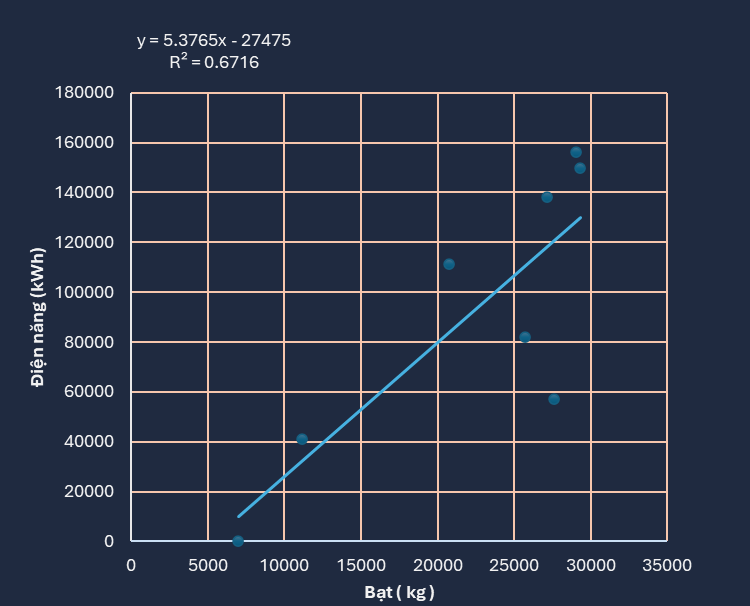
Đồ thị biến phụ thuộc và đường hồi quy của khâu tạo sợi 2
- Chỉ số R2 = 0.6716 đang ở mức trung bình khá. Điều này có nghĩa là khoảng 67% sự biến động của sản lượng có thể giải thích được qua lượng điện tiêu thụ. Tuy nhiên, vẫn còn 33% sai lệch do các yếu tố lãng phí hoặc biến số vận hành khác chưa được kiểm soát.
- Các điểm dữ liệu vẫn còn phân tán (không nằm sát đường thẳng), cho thấy hiệu suất năng lượng giữa các tuần chưa đồng đều. Nhà máy cần kiểm soát chặt chẽ hơn các tuần có sản lượng thấp để kéo giảm lượng điện tiêu thụ không cần thiết, giúp đưa các điểm dữ liệu về sát đường cơ sở hơn.
2.1.5 Khâu tạo sợi 1
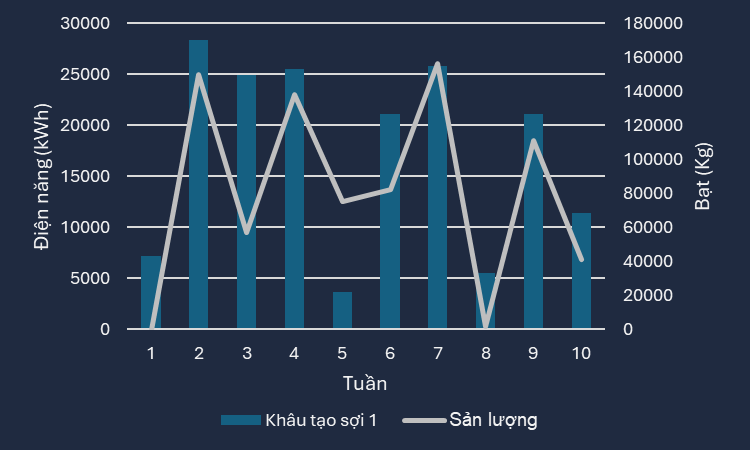
Đồ thị năng lượng tiêu thụ và sản lượng của khâu tạo sợi 1
- Năng lượng tiêu thụ (cột xanh biển) cơ bản biến thiên cùng chiều với sản lượng (đường xanh lá).
- Tại Tuần 8, khi sản lượng về 0, năng lượng tiêu thụ cũng được cắt giảm xuống mức rất thấp (~5.000 kWh), cho thấy việc kiểm soát tắt máy khi dừng sản xuất được thực hiện tốt.
- Tại Tuần 3 và Tuần 6, mặc dù sản lượng giảm sâu so với các tuần đỉnh điểm (như tuần 2, tuần 7) nhưng lượng điện tiêu thụ vẫn ở mức rất cao (>20.000 kWh). Điều này cho thấy tình trạng máy chạy không tải hoặc hiệu suất thiết bị kém hiệu quả trong giai đoạn này.
- Tuần 5 có mức sản lượng khá (hơn 70.000 kg) nhưng điện năng tiêu thụ lại cực thấp (chỉ ~4.000 kWh) so với các tuần khác. Cần kiểm tra lại tính chính xác của đồng hồ đo hoặc ghi chép dữ liệu của tuần này.
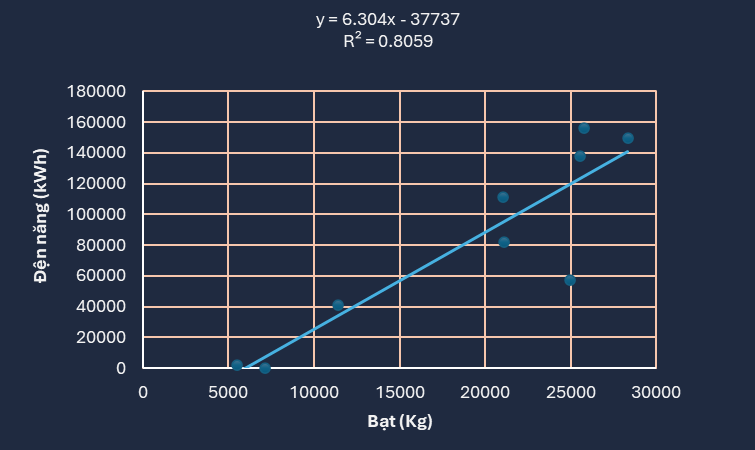
Đồ thị biến phụ thuộc và đường hồi quy của khâu tạo sợi 1
- Chỉ số R2 = 0.8059 là chỉ số khá tốt trong quản lý năng lượng. Nó cho thấy khoảng 80.6% sự biến động của sản lượng được giải thích trực tiếp bởi lượng điện tiêu thụ. Tuy nhiên, vẫn còn gần 20% sai lệch do các yếu tố lãng phí hoặc biến số vận hành khác cần tối ưu.
- Các điểm dữ liệu nằm tương đối tập trung dọc theo đường hồi quy, chứng tỏ quy trình sản xuất của khâu Tạo sợi 1 có tính quy luật ổn định hơn so với khâu Tạo hạt hay khâu Dệt.
2.2 Sản phẩm: hạt nhựa
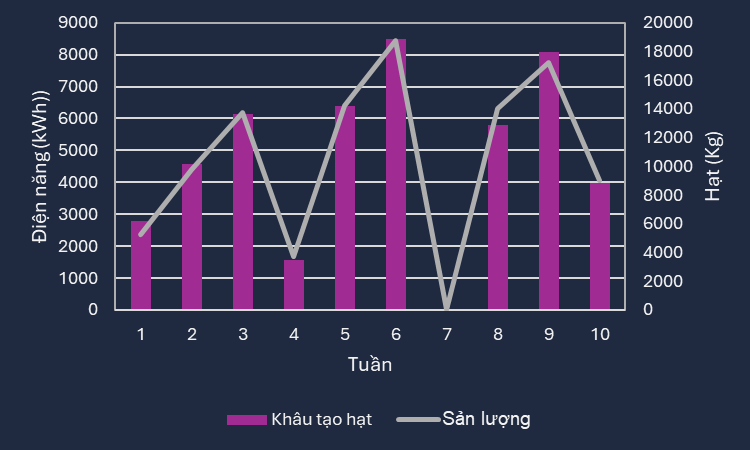
Đồ thị năng lượng tiêu thụ và sản lượng của khâu tạo hạt
- Điện năng tiệu thụ tăng giảm đồng bộ với sản lượng, cho thấy quy trình sản xuất đang được kiểm soát tốt ( năng lượng tiêu tốn chủ yêu stạo ra sản phẩm ).
- Hiệu suất năng lượng đạt tốt nhất ở các tuần chạy tải cao tuần 6,9 và có xu hướng kém hơn ở các tuần 1,4.
- Tuần 7 khi sản xuất về 0 thì điện năng tiêu thụ cũng giàm gần về với 0. Đây là một điểm cộng lớn chứng tỏ nhà máy cắt hoàn toàn lãng phí năng lượng khi không sản xuất.
- Nên ưu tiên dồn kế hoạch sản xuất để chạt máy ở mức tải cao như tuần 6,9 nhằm đạt chi phí năng lượng trên mỗi kg sản phẩm là thấp nhất.
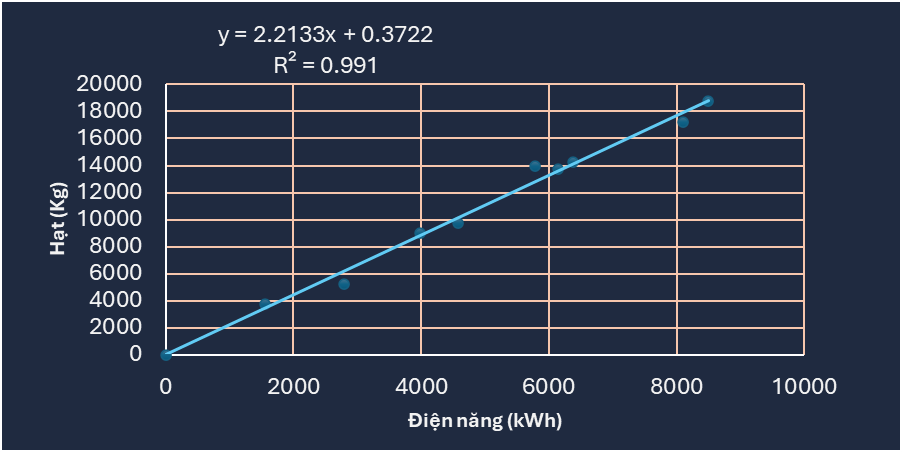
Đồ thị năng lượng tiêu thụ và sản lượng của khâu tạo hạt
- Hệ số R2 = 0,991 là mức khá tốt. Điều này khẳng định mới quan hệ giữa điện và sản lượng đạt đến 99% bởi sự thay đổi của sản lượng gần như không có các yếu tố nào khác ảnh hưởng.
- Các điểm dữ liệu nằm tương đối tập trung dọc theo đường hồi quy, chứng tỏ quy trình sản xuất của khâu Tạo sợi 1 có tính quy luật ổn định hơn so với khâu Tạo hạt hay khâu tạo hạt.
3. Đánh giá tải cơ sở và năng lượng tinh gọn
3.1 Sản phẩm: bạt nhựa

Tải cơ sở và năng lương tinh gọn của nhà máy
- Tổng tiêu thụ năng lượng đạt: 657.978 kWh trong kỳ báo cáo.
- Cơ cấu Tải cơ sở (Base Load): Chiếm tỷ trọng tương đối cao (45,2%), phản ánh có tình trạng thiết bị chạy không cao.
- Cơ cấu Tải tinh gọn chiếm tỷ trọng chủ chốt (88,7%), chứng minh năng lượng được tập trung tối đa cho hoạt động sản xuất trực tiếp.
- Tỷ lệ tải tinh gọn cao (xấp xỉ 89%) phản ánh quy trình vận hành có hiệu suất tốt, ít lãng phí do chạy không tải.
- Tại thời điểm (30/06) tuần thứ 5 tải cơ sở chỉ chiếm khoảng 5,4% so với tải tinh gọn, đây là trạng thái vận hành tối ưu.
- Tại thời điểm tuần thứ 2 là lúc tải cơ sở tiêu thụ lớn nhất đi kèm với tải tinh gọn chiếm khoảng 19,2% đây là thời điểm mà tải cơ sơ cáo nhất trong giai đoạn giám sát. Nhà máy cần kiểm tra kĩ lại lịch vận hành cũng như quy trình sản xuất của nhà máy tại thơi điểm này.
- Tiếp tục duy trì mức tải cơ sở dưới 12% và rà soát các thời điểm đỉnh tải để tối ưu chi phí tiền điện theo khung giờ.
3.2 Sản phẩm: hạt nhựa

- Tổng tiêu thụ năng lượng đạt: 48.519,9 kWh trong kỳ báo cáo.
- Cơ cấu Tải cơ sở: Chiếm tỷ trọng tương đối thấp (2,5%), phản ánh có tình trạng thiết bị chạy cao.
- Cơ cấu Tải tinh gọn chiếm tỷ trọng chủ chốt (97,5%), chứng minh năng lượng được tập trung tối đa cho hoạt động sản xuất trực tiếp.
- Tỷ lệ tải tinh gọn cao (xấp xỉ 97,5%) phản ánh quy trình vận hành có hiệu suất tốt, ít lãng phí do chạy không tải.
- Nhà máy cần tiếp tục duy trì hệ thống để hệ thống hoạt động ổn định như trong giai đoạn giám sát.
4. Đánh giá chỉ số hiệu quả năng lượng
4.1 Sản phẩm: bạt nhựa
4.1.1 Xác định và so sánh giai đoạn cơ sở và giai đoạn báo cáo
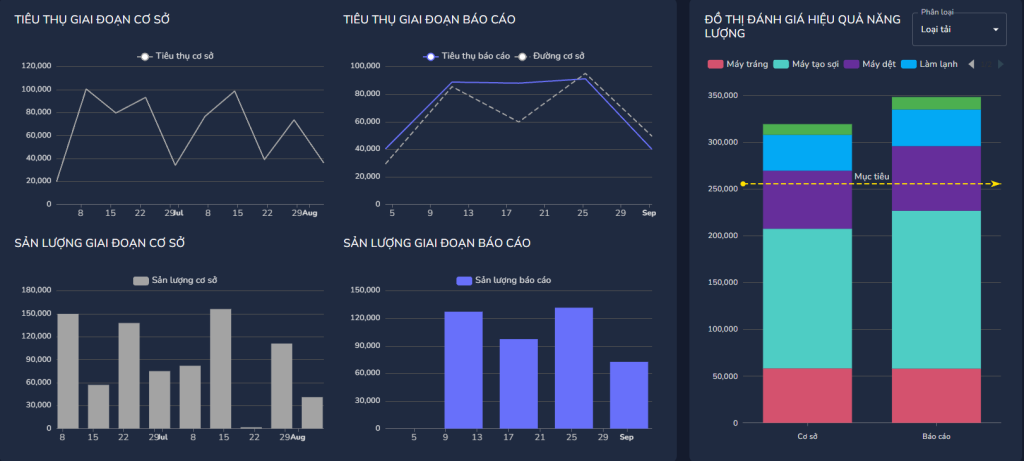
Tổng hợp hiệu quả năng lương
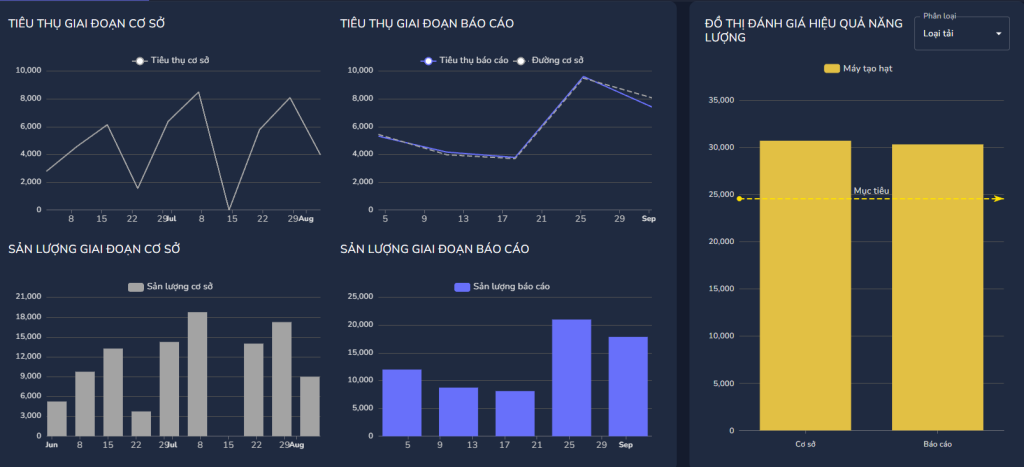
- Chênh lệch năng lượng giữa đường hồi quy giai đoạn cơ sở và đường tiêu thụ trong giai đoạn báo cáo đạt giá trị lớn nhất khoảng 28.182 kWh, ghi nhận vào tuần thứ ba của tháng 8.
- Trong toàn bộ giai đoạn báo cáo, tổng điện năng tiêu thụ cao hơn mức năng lượng nội suy từ giai đoạn cơ sở khoảng 30.000 kWh. Nguyên nhân chủ yếu được xác định là do mức tiêu thụ năng lượng của hệ thống máy tạo sợi tăng so với giai đoạn cơ sở.
- Kết quả đánh giá hiệu quả sử dụng năng lượng cho thấy, cả giai đoạn cơ sở và giai đoạn báo cáo đều có mức tiêu thụ năng lượng cao hơn đáng kể so với mức năng lượng mục tiêu đã đề ra là 260.000 kWh. Do đó, nhà máy cần tiếp tục nghiên cứu và triển khai các giải pháp mới nhằm cải thiện hiệu quả sử dụng năng lượng và đạt được mục tiêu giảm tiêu thụ năng lượng trong thời gian tới.
4.1.2 Đánh giá suất tiêu hao năng lượng (SEC)
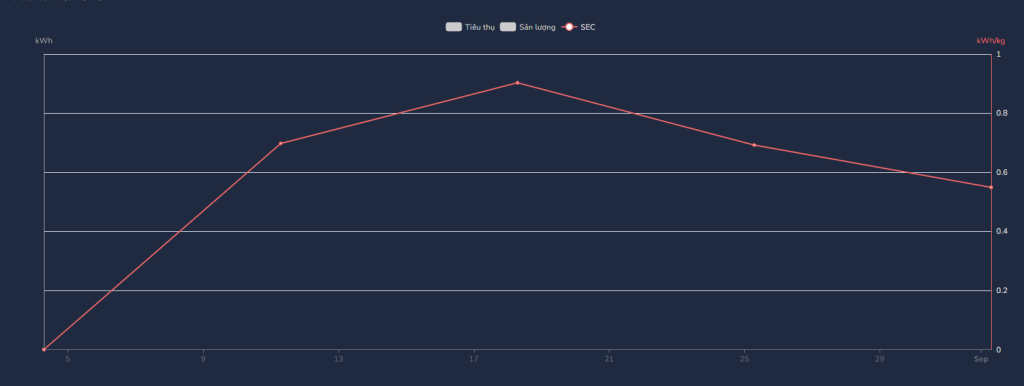
Đường suất tiêu hao
- Chỉ số tiêu hao năng lượng riêng (SEC) có xu hướng tăng từ mức 0,698 kWh/kg tại tuần thứ hai lên 0,903 kWh/kg vào tuần thứ ba của tháng 8 tương ứng với điểm vận hành kém hiệu quả, sau đó giảm dần và đạt mức 0,55 kWh/kg vào cuối kỳ báo cáo phản ánh hiệu suất sử dụng năng lượng tốt nhất của hệ thống.
- So sánh với mức tiêu chuẩn của ngành sản xuất bao bì bạt nhựa (0,61 kWh/kg), kết quả cho thấy trong phần lớn thời gian của giai đoạn báo cáo, hệ thống tại nhà máy được vận hành chưa đạt hiệu quả năng lượng theo mức chuẩn ngành.
- Trên cơ sở đó, cần tiến hành rà soát quy trình và điều kiện vận hành trong tuần thứ ba của tháng 8 nhằm xác định nguyên nhân gây gia tăng tiêu hao năng lượng, đồng thời chuẩn hóa chế độ vận hành tại giai đoạn cuối kỳ để duy trì mức SEC thấp trong thời gian tới.
4.1.3 Đánh giá tổng sai lệnh năng lượng tích lũy (CUSUM)
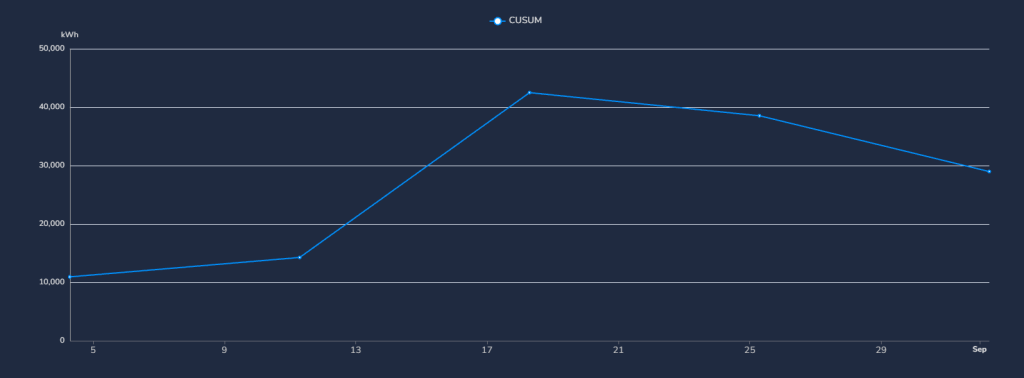
Đồ thị đường CUSUM
- Từ đầu kỳ báo cáo đến hết tuần thứ ba của tháng 8, đường CUSUM có xu hướng tăng dốc rõ rệt và đạt giá trị xấp xỉ 42.000 kWh, cho thấy mức tiêu thụ năng lượng thực tế liên tục cao hơn so với mức dự kiến theo mô hình cơ sở. Kết quả này phản ánh hiệu suất sử dụng năng lượng thấp trong giai đoạn tương ứng.
- Sau tuần thứ ba của tháng 8, đường CUSUM chuyển sang xu hướng giảm, cho thấy mức tiêu thụ năng lượng thực tế đã thấp hơn mức dự kiến. Giai đoạn này hệ thống được vận hành tiết kiệm và hiệu quả hơn, qua đó bù đắp một phần lượng năng lượng tiêu thụ vượt mức ở giai đoạn trước.
- Mặc dù ghi nhận sự cải thiện vào cuối kỳ, giá trị CUSUM tại thời điểm kết thúc giai đoạn báo cáo vẫn ở mức dương, khoảng 29.000 kWh. Điều này cho thấy xét trên toàn bộ giai đoạn, tổng điện năng tiêu thụ của nhà máy vẫn cao hơn mô hình cơ sở khoảng 29.000 kWh.
4.2 Sản phẩm: hạt nhựa
4.1.1 Xác định và so sánh giai đoạn cơ sở và giai đoạn báo cáo
Tổng hợp hiệu quả năng lương
- Trong giai đoạn báo cáo, đường nội suy bám sát dữ liệu tiêu thụ năng lượng thực tế, cho thấy điều kiện vận hành của nhà máy tương đối ổn định và không có thay đổi đáng kể so với giai đoạn cơ sở.
- Tại tuần cuối của tháng 8, mức tiêu thụ năng lượng thực tế thấp hơn khoảng 600 kWh so với giá trị cơ sở, phản ánh hiệu quả vận hành của hệ thống tạo hạt được cải thiện so với các giai đoạn trước.
- Nhờ sự cải thiện này, tổng điện năng tiêu thụ trong giai đoạn báo cáo thấp hơn khoảng 400 kWh so với giai đoạn cơ sở. Do đó, nhà máy cần tiếp tục duy trì và chuẩn hóa chế độ vận hành ổn định như giai đoạn cuối tháng 8 nhằm nâng cao hiệu quả sử dụng năng lượng.
4.1.2 Đánh giá suất tiêu hao năng lượng (SEC)
Đường suất tiêu hao
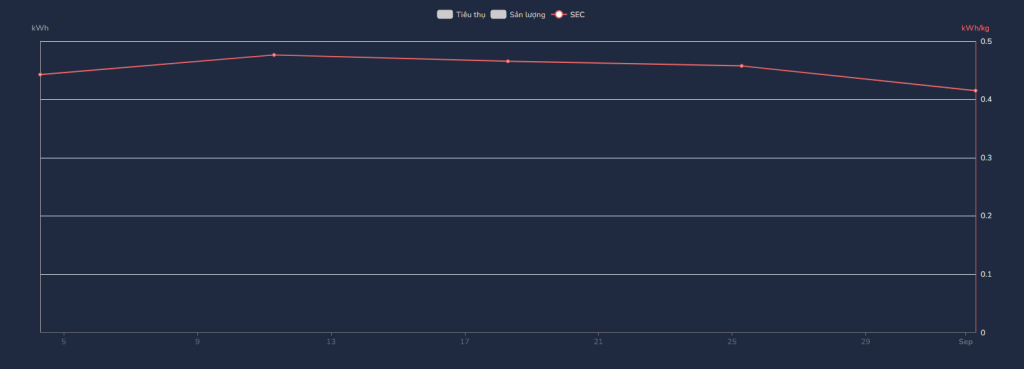
- Chỉ số SEC duy trì xu hướng ổn định trong suốt kỳ báo cáo, dao động trong khoảng 0,415–0,477 kWh/kg và có xu hướng giảm nhẹ về cuối kỳ. Kết quả này cho thấy công đoạn tạo hạt được nhà máy vận hành ổn định.
4.1.3 Đánh giá tổng sai lệnh năng lượng tích lũy (CUSUM)
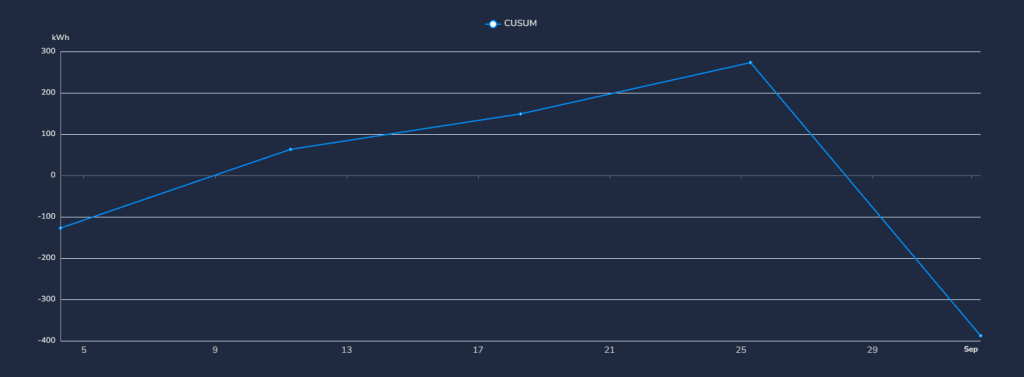
Đồ thị đường CUSUM
- Từ đầu kỳ đến hết tuần thứ tư của tháng 8, đường CUSUM tăng dốc và đạt khoảng 280 kWh, cho thấy mức tiêu thụ năng lượng thực tế cao hơn so với mô hình cơ sở.Sau giai đoạn này, CUSUM giảm nhanh, phản ánh sự cải thiện trong vận hành và mức tiêu thụ năng lượng thấp hơn dự kiến.
- Kết thúc kỳ báo cáo, CUSUM đạt giá trị âm khoảng 400 kWh, cho thấy tổng điện năng tiêu thụ toàn kỳ thấp hơn so với mô hình cơ sở khoảng 400 kWh.
5. Kết luận
- Điện là nguồn năng lượng tiêu thụ chính, trong đó các khâu tạo sợi, dệt, tráng và tạo hạt được xác định là SEU cần ưu tiên giám sát và cải tiến.
- Mối quan hệ giữa sản lượng và năng lượng tại toàn nhà máy và khâu tráng, tạo hạt có mức tương quan cao (R² > 0,99), đủ điều kiện thiết lập đường cơ sở năng lượng (EnB) theo ISO 50001.
- Một số công đoạn như khâu dệt và tạo sợi 2 có mức tương quan thấp–trung bình, cho thấy còn tồn tại vận hành không tải và tiêu thụ năng lượng không phụ thuộc sản lượng.
- Tải cơ sở của sản phẩm bạt nhựa còn cao (≈45%), phản ánh tiềm năng lớn để giảm lãng phí năng lượng khi không sản xuất; trong khi công đoạn tạo hạt vận hành tinh gọn và hiệu quả hơn (tải cơ sở chỉ 2,5%).
- Chỉ số SEC của sản phẩm bạt nhựa nhìn chung cao hơn mức chuẩn ngành, cần chuẩn hóa chế độ vận hành và kiểm soát tuần vận hành kém hiệu quả.
- Phân tích CUSUM cho thấy giai đoạn đầu kỳ tiêu thụ vượt mức cơ sở, nhưng đã cải thiện ở cuối kỳ; tuy nhiên tổng thể vẫn còn vượt khoảng 29.000 kWh, cần tiếp tục triển khai các giải pháp tối ưu.
- Công đoạn tạo hạt cho thấy hiệu quả năng lượng được cải thiện và ổn định, là mô hình vận hành tốt cần nhân rộng cho các công đoạn khác.